




 扫一扫
扫一扫





不锈钢景观护栏安装不牢固不锈钢景观护栏出现这样的问题,焦作人行道栏杆,一般都是立柱的固定方式有问题,立柱的固定方式最l好是采用预埋件安装方式,如果采用膨胀螺丝固定的方式,那要求固定底板与立柱必须满焊,而且焊缝必须打平磨光,并作防锈处理。螺丝比较采用直径和长度符合要求的不锈钢膨胀螺丝。必须符合《建筑结构荷载规范》中要求,住宅工程栏杆顶部水平荷载应取0.5kN/m。工程质量验收时,应按照以上标准,对栏杆进行手扳检查。
景观栏杆的构图还要服从环境的要求。例如桥栏,平曲桥的栏杆有时仅是二道横线,与水的平桥造型呼应;而拱桥的栏杆是循着桥身呈拱形的。栏杆色彩的选择,也是同样的道理,绝不可喧宾夺主。
景观栏杆的构图除了美观,也和造价关系密切,要疏密相间、用料恰当,每单元节约一点,总体相当可观。 
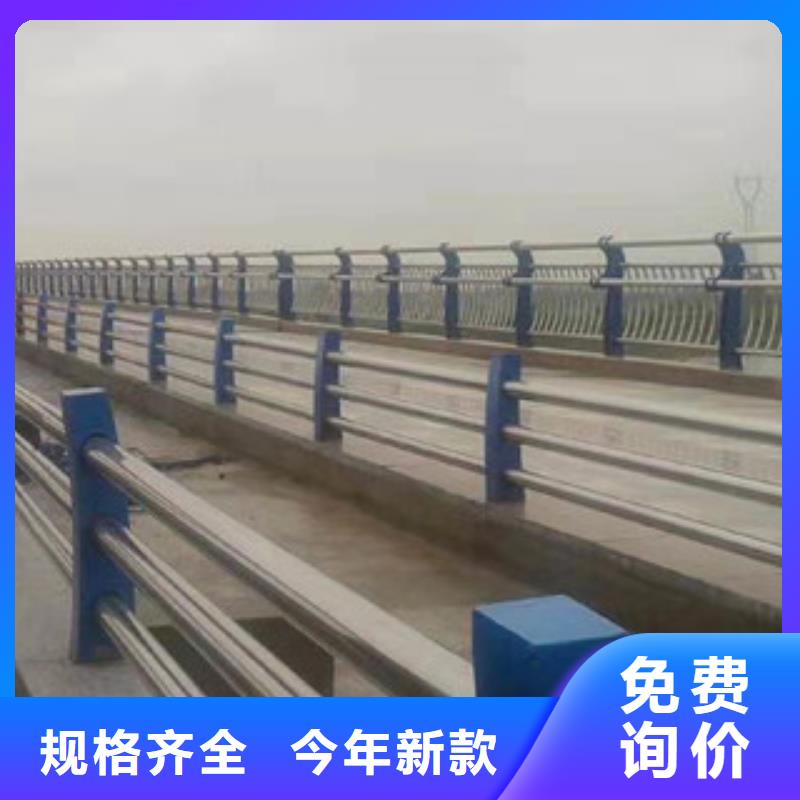
不锈钢复合管护栏是道路两边的一种防护安全措施,其目的是为了对道路两旁的车辆进行警示作用,那么不锈钢复合管护栏制造工艺有哪些注意事项呢,下面简单的为大家介绍一下不锈钢复合管护栏的制作工艺要求。
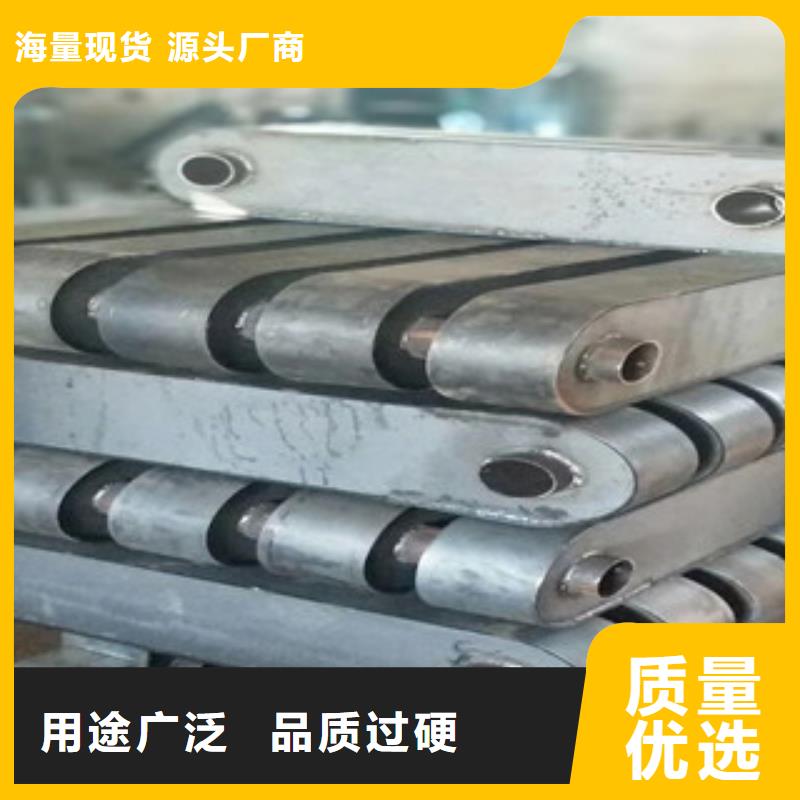
??不锈钢复合管护栏基材浇注:立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。
??制作不锈钢复合管护栏的要求都有哪些?不锈钢复合管护栏立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度 尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。
??不锈钢复合管护栏钢筋焊接与图层:钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前清除干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。 
【看累了,开心一刻】
诅咒你这个靓仔
早上见到一靓仔,那长的!啧啧啧...
远看其长身玉立、风流倜傥,走进看其面如冠玉、目如朗星、鼻若悬胆、唇若涂脂,看的我一男的都心跳,瞬间被扳弯有种想和他搞基的冲动。
这种男人是要被诅咒的,长的帅也就算了,还出来显摆,诅咒你后宫大乱,小三小四被发现,哼!我放下手中的镜子,看了下手表,哟!该洗漱上班了。
防撞钢护栏在日常生活中的广泛应用,我们都知道护栏的重要性,它不仅具有美化环境的作用,还有一定的防撞作用,那么护栏的防撞性能如何是怎么评价的呢?它的评价标准是什么呢?下面就与您一起去看看关于护栏防撞性能的评价标准。
每一种等级的各种形式防撞护栏均应根据应用路段,按照评价等级相应的车辆总质量,选择小型客车、大型车辆两种车型进行实车碰撞试验。小型客车主要进行车内乘员头部性能指标、胸部性能指标、腿部性能指标、车体三方向加速度、车辆运行轨迹等项目的测试;大型车主要进行护栏的防撞能力、 动态变形量和车辆运行轨迹等项目的测试。
碰撞后试验车辆应保持正常行驶姿态,不发生横转、掉头等现象。
在碰撞过程中,脱离组件、碰撞碎片(护栏的碎片)、或其他护栏上的碰撞物不能侵人驾驶室内及阻挡驾驶员的视线。 
不锈钢焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
H4Tf6rND
技术支持:十堰企业旺旺